




- 面议
起订量:
戎钛Q361F蜗轮加长杆全焊接球阀价格,加长杆双放散全焊接球阀厂家
- 型号

该企业相似产品





上海戎钛阀门制造有限公司坐落于中国*大城市上海,中国四大直辖市之一,国家中心城市,经济中心、金融中心、贸易中心和航运中心。公司拥有现代化的厂房、精良的机械加工设备、是一家集阀门研发,制造,*于一体的综合性创新企业、技术力量雄厚、生产工艺*。健全的质量保证体系,确保了产品质量的可靠性。
公司依附中国*大城市上海,充分利用区域和行业优势,扩大市场。在*的发展中公司始终致力依靠科技,不断创新为企业精神,目前主要产品有:球阀、蝶阀、闸阀、截止阀、切断阀、止回阀、疏水阀、平衡阀、针型阀、隔膜阀、、排污阀、排气阀、阻火器、浮球阀、角座阀、全焊接球阀、刀闸阀、泄爆阀、燃气调压器、水力控制阀、冶金阀门、电动阀、气动阀、料浆阀、减温减压阀、紧急切断阀、化工阀门、真空阀,氧气阀、盲板阀、旋塞阀、电站阀门、油田阀门等。阀门主体材料采用蒙乃尔合金、双相不锈钢、钛合金、高铬镍合金、C12A、WB36、P91、P92、WCB、WC6、WC9、304、316、316L、ZG20CrMoV、ZG15Cr1Mo1V、2GCr18Ni9Ti、2G1Cr18Ni12Mo2Ti、25、12Cr1MoVA等材料;产品驱动方式可以根据用户实际工况选用手动、齿轮传动、电动、气动、液动、电液联动等传动方式;阀门规格从DN6~DN3000;工作压力从1.0~50Mpa及150~4500Lb;工作温度温度-196℃~1300℃。产品广泛应用于化工、钢铁、环保、矿山、建筑、电力、给排水、制药、造纸、暖通、消防、冶金、石化、燃气以及城建配套等行业,全国各地。
上海戎钛阀门制造有限公司以创新管理、跨越技术*的理念 铸就*品质、以质量求生存,以诚信求发展,秉承“科技创新、*、客户*”的服务宗旨;以企业形象创【戎钛】*品牌。在本着合作共赢的观念,愿与您精诚合作,携手共创辉煌的未来。
详细信息
戎钛Q361F蜗轮加长杆全焊接球阀价格,加长杆双放散全焊接球阀厂家
蜗轮加长杆全焊接球阀描述:
全焊接球阀材质:
1):阀体:碳钢ST37.0,A106-B;20号钢
2):球体:不锈钢304或316
3):阀杆:2Cr13
4):阀杆密封:全氟像胶
5):球体密封:RTFE(PTFE+C)
蜗轮加长杆全焊接球阀 全焊接球阀标准特征:
1):通径:DN15 ~1000
2):压力:PN 16 ~ 40
3):工作温度:-29℃ ~ +200℃
4):输气管道焊接球阀适应介质:石油/汽油,液化天然气/液化石油气体, 石油化工,钢铁厂,供热管道等
5):输气管道焊接球阀操作方式:手柄,齿轮(垂直/水平),电动, 涡轮
戎钛Q361F蜗轮加长杆全焊接球阀价格,加长杆双放散全焊接球阀厂家
蜗轮加长杆全焊接球阀 全焊接球阀用途:
1):城市燃气:燃气输出管道、主干线及各支线供应管道等。
2):集中供热:大型供热设备输出管线、主干线、支线。
3):热交换机:管道及各回路启闭。
4):钢铁厂:各种流体管道、废气择放管道、煤气和热力供应管道、燃料供应管道。
5):各种工业设备、各种热处理管道、各种工业煤气和热力管道。
蜗轮加长杆全焊接球阀 全焊接球阀性能:
1):不需要维护,调整及润滑,易于安装,在低运行费用下可靠运行。表面采用喷塑处理技术,光泽美观,在国内已处于水平。不会有外部泄漏等现象。阀体是焊接结构,所以阀门重量轻且易于进行绝缘。安装调节机构,非常简便,操作手柄可以拆下,换向安装。
2):由于阀座是由碳纤维增强特氟隆密封环及碟形簧构成的,所以对压力和温度的变化适应能力强,在标注压力和温度范围内不会产生任何泄滑。
3):球体的加工过程有的计算机检测仪跟踪检测,所以球体的加工精度高。
4):由于阀体材料跟管道材质一样,不会出现应力不均,也不会由于地震及车辆经过地面时而产生变形,管道耐老化。
5):整体式全焊接,等径及变径通道,采用固定球及浮动球,双活塞效应密封系统,自动
注入密封剂式轴承。
6):为了防止静电,阀杆与球体以及阀杆与填料箱之间分别装有钢球和弹簧,可以保持阀门所有零件与阀体的导电,让电流通过区,释放静电。不仅防止火灾,而且防止腐蚀,实现临时性切断,以便及时检修。
7):阀杆防脱功能是因为阀杆受阀内压力影响,总产生脱离的力所以阀杆设计成防脱结构。
8):用低摩擦材料的止推垫圈支撑将压力推向阀杆,使阀杆仅仅起到传递扭矩的作用。
涡轮加长杆全焊接球阀结构图:
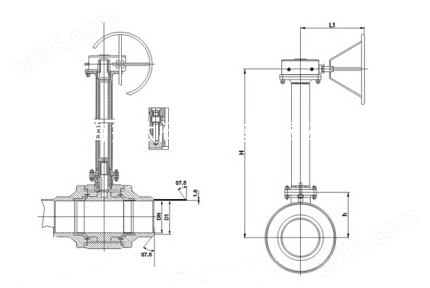
戎钛Q361F蜗轮加长杆全焊接球阀价格,加长杆双放散全焊接球阀厂家
阀门快讯:
全焊接球阀安装要求及维修保养
管线阀门在安装前应进行压力试验,以确保阀门本身的严密性与安全性。
(1)强度试验。强度试验采用水作介质;在阀门两侧袖管上焊接高压—咄帽.将阀门开至45摄氏度位置后,通过袖管上的试压阀门向球阀内注入水.升压至球阀公称压力的1.5倍,保压15min;无泄漏为合格。
(2)严密性试验。严密睦试验采用氮气作介质;将球阀关闭.从袖管上试压阀门向球阀内注入氮气.压力升至球阀公称压力的1.1倍,中腔放压阀接软管通人盛水容器进行检测.插入深度为1cm;5min内无气泡产生为合格。
1.2安装
(1)吊装。应采用正确的方式吊装阀门,为了保护阀杆,不要将吊链系于手轮、齿轮箱或执行器。阀门袖管两端的保护帽在焊接之前不要摘除.
(2)焊接.直埋地全焊接球阀与主干管线的连接采取焊接.焊缝质量必须符合《盘屈熔化焊焊接接头射线照相》(GB3323—2005)Ⅱ级片标准,通常一次焊接并不能*保证全部合格,所以订购阀门时候应当要求厂家在阀门两端增加1.0m长袖管,一旦焊缝不合格还有足够的长度将不合格焊缝割除并重新焊接在球阀与管道焊接时,阀门应处于100%全开位置,以免球阀被飞溅的焊渣损坏,同时确保阀门内部密封件温度不超过140摄氏度,必要时可以采取适当的冷却措施.
(3) 阀门井砌筑。直埋全焊接球阀采用特殊的
结构设计,具有免维护的特点,埋地前在阀门外侧涂覆Pu特殊防腐涂层,同时将3根分别为阀座和阀杆紧急注脂的注入管,中腔放空管及阀杆根据煌地深度适当延长,以便工作人员在地面上就可以完成各项操作.实现直埋地后,砌筑小型阀门手井即可,如图4所示。而对于常规非全焊接球阀则不可以直接埋地,并需砌筑大型阀门井,结果却形成了危险的密闭空间,不利于安全运营。同时阀体本身及阀体与管道的螺栓连接部位电会受到腐蚀,影响阀门的使用寿命.
2日常操作及维护
为了延长阀门寿命,平时应遵照以下程序对阀门进行操作和维护.
2.1操作
阀门经常操作既可以防止杂质在阀座或阀球表面聚集,也可以避免阀座内嵌体局部过度磨损.
(1)启闭时间要求。阀门开关过快会导致阀门扭曲负荷过大.而使阀杆受损;开关过慢会导致阀座表面较长时间受到介质冲刷而磨损.因此操作时间应当保持在一个合适范围内.根据经验,阀门的开关时间(秒数)控制的范围,下限可按阀门公称尺寸(英寸)的一半,上限可按阀门公称尺寸(英寸)5倍来估算.
(2) 阀门处于投运状态叫,阀球应处于全开或全关,不得处于半开或半关位置,以免阀座损伤。
2.2日常维护
阀座腔是管线阀门zui容易被污染的区域.为了确保阀座运动自由,每年应清洗一次,井通过排污嘴定期检查阀门的密封性.辅气干线的阀门往往很少调节,每年zui少应开关一次并注入适量的润滑脂,防止球体和阀座胶合及阀球与阀座之间的子磨。全焊接球阀良好的技术特性使得整条输气管线挥然一体(全部焊接而成),增强了管道(含阀门)的整体抗应力、抗地质灾害(如地质塌陷)的能力.减小了漏气的可能.阀门可靠性提高寿命延长,安装和维护也非常方便。
法兰焊接涡轮球阀厂家,缩颈全焊接球阀价格,涡轮全焊接球阀图片





