
养殖家禽类污水处理工艺
时间:2021-06-30 阅读:1920
规模化养猪场产生的粪尿及高浓度有机废水已成为农村地区的主要污染源。养猪场排泄物含有大量的有机物、氮磷、粪大肠菌、蛔虫卵等,其产生的恶臭影响周围大气环境,甚至引发疾病传播,危害人体健康。高浓度的有机废水直接排入或雨水冲刷进入水体,是造成水体富营养化的重要原因之一,有机废水不加处理,用于灌溉会造成土壤板结、盐化,甚至伤害农作物,造成减产。因此,对于技术和经济力量都较为薄弱的农村地区养猪场,研究设计更为技术可行、经济合理的处理工艺就显得尤为重要。本文以某规模化养猪场养殖粪便及高浓度污水综合处理工程实例为背景,探讨综合处理工艺的可行性。
1、工艺设计目标
1.1 设计规模
由猪场提供的污染物统计数值显示,猪场排粪量约为18t/d,高浓度有机污水排放量约为100t/d。制定设计规模为:猪粪堆肥处理能力20t/d,生产复混肥7400t/a,污水处理站的设计规模为120m3/d。
1.2 处理标准
猪粪采用好氧堆肥法进行生物资源利用,发酵后制成有机肥,掺混部分氮肥、磷肥和钾肥生产复混肥,实现猪粪便全部资源化利用。污水站出水标准执行《畜禽养殖业污染物排放标准》(GB18596—2001),详情见表1、表2。处理出水外排或农灌。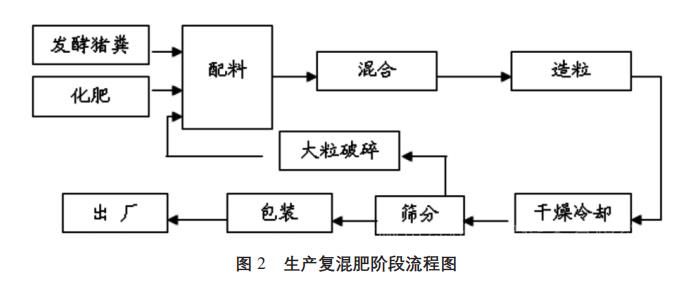
2、处理工艺的确定
2.1 猪粪资源化处理工艺
猪粪资源化处理工艺包括2个阶段,第一阶段为堆肥发酵,其流程见图1,第二阶段为生产复混肥,其流程见图2。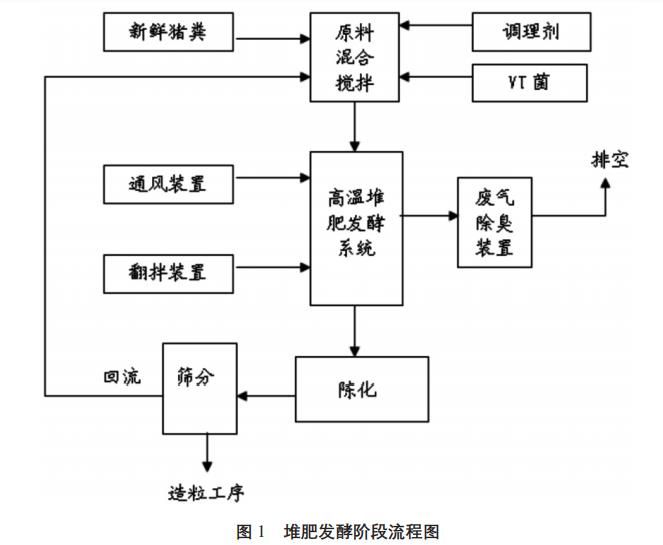
2.1.1 堆肥发酵
堆肥发酵是将猪粪原料配合VT菌、秸秆粉、粉煤灰等辅料,经过人工混合,发酵约25天,然后堆置陈化15~20天,粉碎筛分制成生产备用原料。发酵设施选择槽式搅拌机翻抛发酵或条垛式移动翻堆机翻抛发酵。
(1)原料的混合搅拌。混合搅拌是将猪粪原料配合VT菌、秸秆粉等辅料,经过人工搅拌混合,以调节物料的碳氮比、含水率和孔隙率。
(2)装槽发酵。将混合后的物料装入发酵槽,利用搅拌机对发酵物料进行翻堆搅拌,槽底铺设有曝气管道,控制发酵温度和含氧量等参数,保证发酵物料处于微生物繁殖的最佳状态,有益微生物在适合的环境下大量繁殖,通过它们的新陈代谢作用,把复杂有机物分解成容易被植物吸收利用的简单的小分子有机物。发酵间及陈化间的废气由风机抽出后通过管道送入吸收塔后外排。
在对环境要求不敏感和资金不充足的条件下,可选择条垛式移动翻抛机翻抛发酵,将混合后的物料堆入发酵棚码放成条垛状,利用移动翻抛机翻抛搅拌,条垛下底铺设有曝气管道,控制发酵温度和含氧量等参数,保证发酵物料处于微生物繁殖的最佳状态,有益微生物在适合的环境下大量繁殖,通过它们的新陈代谢作用,把复杂有机物分解成容易被植物吸收利用的简单的小分子有机物。
(3)陈化。经过25天平均温度保持在55℃以上的发酵,大部分有机物已被降解,由于有机物的减少及代谢产物的累积,微生物的生长及有机物的分解速度减缓,发酵温度开始降低,微生物进入减数生长期。此时,发酵槽内的物料就可以运至陈化间进行二次发酵,二次发酵约需15~20天,在此阶段剩余有机物被进一步分解、腐化、干燥,成为稳定的有机堆肥。
(4)筛分。陈化后的物料经筛分系统分为3部分:筛上物经破碎后返回原料混合搅拌工序,掺入新鲜猪粪重新发酵,筛下物一部分送入后续制肥工艺造粒生产复合肥,另一部分可直接包装销售。
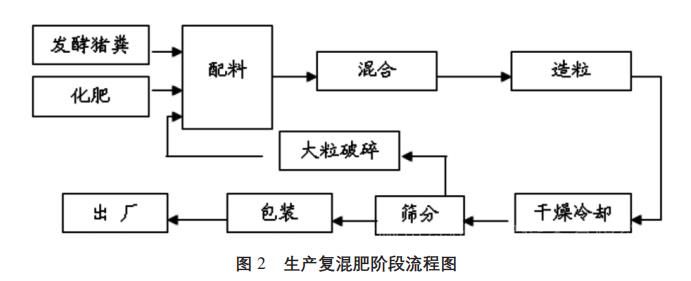
2.1.2 生产复混肥
制肥加工过程是根据产品的种类和技术要求,按不同养分把发酵猪粪与无机化肥等辅料按比例配料混合,经过造粒、烘干、冷却、筛分分级、计量包装后入库。
一是配料:将各种原料按配方比例计量配合,二是混合:计量好的各种物料经输送机进入混合机混合,三是造粒:把混合后的物料经圆盘造粒机造成圆形颗粒,四是干燥冷却:将造粒后的颗粒干燥、冷却,五是筛分系统:冷却后的物料经输送设备进入滚筒筛分机筛分,合格的产品进入包装工序,不合格的大颗粒筛出后经破碎再筛分,六是包装系统:称重包装,送入成品库。
2.2 污水处理工艺
养猪场污水水量相对较小,但水质有三高的特点,即污染物浓度高(CODcr及BOD5)、悬浮物含量高、氨氮含量高。进水水质主要控制指标如表3所示。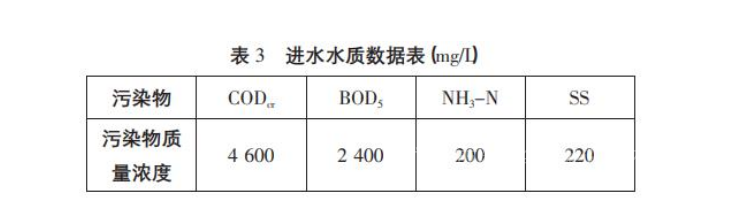
为达到《集约化畜禽养殖业水污染物最高允许日均排放浓度》中的排放标准要求,同时大量工程实践证实,大中型养殖场粪便污水固液分离后进行厌氧处理是可行和高效的,一方面可减少能源消耗,降低运行费用,另一方面还可以回收厌氧处理过程中产生的少量甲烷气体,并加以利用,从而达到废物利用的目的。对于高氨氮的去除,由后续好氧处理法去除。故本工艺拟选用预处理+厌氧处理+好氧处理+后处理工艺路线(见图3),出水水质主要控制指标见表4。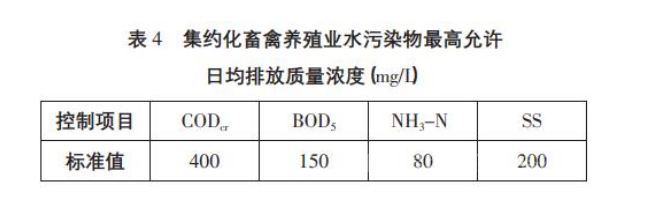
经粗略计算,通过污水处理,每年猪场可削减的污染物排放量中,CODcr为127t/a、BOD5为63t/a、SS为6t/a、NH3-N为5t/a。
1、工艺设计目标
1.1 设计规模
由猪场提供的污染物统计数值显示,猪场排粪量约为18t/d,高浓度有机污水排放量约为100t/d。制定设计规模为:猪粪堆肥处理能力20t/d,生产复混肥7400t/a,污水处理站的设计规模为120m3/d。
1.2 处理标准
猪粪采用好氧堆肥法进行生物资源利用,发酵后制成有机肥,掺混部分氮肥、磷肥和钾肥生产复混肥,实现猪粪便全部资源化利用。污水站出水标准执行《畜禽养殖业污染物排放标准》(GB18596—2001),详情见表1、表2。处理出水外排或农灌。
2、处理工艺的确定
2.1 猪粪资源化处理工艺
猪粪资源化处理工艺包括2个阶段,第一阶段为堆肥发酵,其流程见图1,第二阶段为生产复混肥,其流程见图2。
2.1.1 堆肥发酵
堆肥发酵是将猪粪原料配合VT菌、秸秆粉、粉煤灰等辅料,经过人工混合,发酵约25天,然后堆置陈化15~20天,粉碎筛分制成生产备用原料。发酵设施选择槽式搅拌机翻抛发酵或条垛式移动翻堆机翻抛发酵。
(1)原料的混合搅拌。混合搅拌是将猪粪原料配合VT菌、秸秆粉等辅料,经过人工搅拌混合,以调节物料的碳氮比、含水率和孔隙率。
(2)装槽发酵。将混合后的物料装入发酵槽,利用搅拌机对发酵物料进行翻堆搅拌,槽底铺设有曝气管道,控制发酵温度和含氧量等参数,保证发酵物料处于微生物繁殖的最佳状态,有益微生物在适合的环境下大量繁殖,通过它们的新陈代谢作用,把复杂有机物分解成容易被植物吸收利用的简单的小分子有机物。发酵间及陈化间的废气由风机抽出后通过管道送入吸收塔后外排。
在对环境要求不敏感和资金不充足的条件下,可选择条垛式移动翻抛机翻抛发酵,将混合后的物料堆入发酵棚码放成条垛状,利用移动翻抛机翻抛搅拌,条垛下底铺设有曝气管道,控制发酵温度和含氧量等参数,保证发酵物料处于微生物繁殖的最佳状态,有益微生物在适合的环境下大量繁殖,通过它们的新陈代谢作用,把复杂有机物分解成容易被植物吸收利用的简单的小分子有机物。
(3)陈化。经过25天平均温度保持在55℃以上的发酵,大部分有机物已被降解,由于有机物的减少及代谢产物的累积,微生物的生长及有机物的分解速度减缓,发酵温度开始降低,微生物进入减数生长期。此时,发酵槽内的物料就可以运至陈化间进行二次发酵,二次发酵约需15~20天,在此阶段剩余有机物被进一步分解、腐化、干燥,成为稳定的有机堆肥。
(4)筛分。陈化后的物料经筛分系统分为3部分:筛上物经破碎后返回原料混合搅拌工序,掺入新鲜猪粪重新发酵,筛下物一部分送入后续制肥工艺造粒生产复合肥,另一部分可直接包装销售。
2.1.2 生产复混肥
制肥加工过程是根据产品的种类和技术要求,按不同养分把发酵猪粪与无机化肥等辅料按比例配料混合,经过造粒、烘干、冷却、筛分分级、计量包装后入库。
一是配料:将各种原料按配方比例计量配合,二是混合:计量好的各种物料经输送机进入混合机混合,三是造粒:把混合后的物料经圆盘造粒机造成圆形颗粒,四是干燥冷却:将造粒后的颗粒干燥、冷却,五是筛分系统:冷却后的物料经输送设备进入滚筒筛分机筛分,合格的产品进入包装工序,不合格的大颗粒筛出后经破碎再筛分,六是包装系统:称重包装,送入成品库。
2.2 污水处理工艺
养猪场污水水量相对较小,但水质有三高的特点,即污染物浓度高(CODcr及BOD5)、悬浮物含量高、氨氮含量高。进水水质主要控制指标如表3所示。
为达到《集约化畜禽养殖业水污染物最高允许日均排放浓度》中的排放标准要求,同时大量工程实践证实,大中型养殖场粪便污水固液分离后进行厌氧处理是可行和高效的,一方面可减少能源消耗,降低运行费用,另一方面还可以回收厌氧处理过程中产生的少量甲烷气体,并加以利用,从而达到废物利用的目的。对于高氨氮的去除,由后续好氧处理法去除。故本工艺拟选用预处理+厌氧处理+好氧处理+后处理工艺路线(见图3),出水水质主要控制指标见表4。
经粗略计算,通过污水处理,每年猪场可削减的污染物排放量中,CODcr为127t/a、BOD5为63t/a、SS为6t/a、NH3-N为5t/a。