
品牌
经销商厂商性质
无锡市所在地
宙斯压滤机入料泵是专业给压滤机喂料或送料的泵,它本身所具有一定的*性能,在安装与使用时需要技术人员的认真安装与定时保养、维护。
压滤机入料泵在开机和试运转时首先要保证泵按照标识所标的方向进行旋转,检验电极接线,防止倒转,其次保证泵体中加满液体,千万不可干磨空转,以防止损坏机封,造成泄露。各项工作就绪后,开泵运转,把流量、扬程、电流稳步调整到需要的高度。
宙斯压滤机入料泵的安装技巧
安装时*步要先检查混凝土的基础结构,保持混凝土结构要平整、牢固。在压滤机泵的四周要留出一米左右的通道,油缸的支腿不要进行固定,保持与地面的平滑,这样压滤机泵在工作的时候能在高压力状态下能自由移动。在压滤机泵的周围环境确定好之后再检查各个部件之间链接的螺栓是否拧紧,各个孔位是否已经对正,如果螺栓不紧固的话,压滤机泵在工作时会受到震动的影响,导致螺栓松弛,产生很大的杂音甚至导致部件脱落。
滤板和滤布要保持平整,滤板要整齐的排在机架上,滤布要使用夹布器均匀拧紧,以免影响压滤机的正常使用。宙斯压滤机入料泵在试运行的时候更要注意一些问题:
1、启动压滤机前要先添加适量的润滑油和机油,适量就是不要多加也不要少加。
2、要检查电机的转向,和安装固定好防护罩。
HFM侧吸式压滤机泵,HFM系列防腐耐磨型压滤泵,属于耐腐耐磨料浆泵,是宜兴市宙斯泵业有限公司简称宙斯泵业,在2004年根据压滤机、过滤机配用泵的三高(高磨、高腐、 高压)特殊使用特点着手研发的型泵,至今已有十余个年头。经过历年来的多次改进、改良,从产品的使用寿命、密封技术、耐磨性能、规格及品种的多样性、完备性等方面来考量,HFM系列压滤泵已趋向成熟期。从品种看,现在已有单级系列、双级系列, 包括单级低压系列( 0.5MPa以内)、单级高压系列(0.5‾0.8MPa)、双级低压系列(0.8‾1MPa)、双级高压系列(1‾1.4MPa); 产品进口直径φ50‾250mm均已齐全,流量范围3‾600m3/h,已开发了衬塑系列和全塑系列的泵型,供不同需求的用户选择。从该泵的研发趋势看,公司准备开发多种材质、多种性能用途的HFM系列泵,从品种上向大规格型号发展,以满足各种不同用户的需求。

HFM侧吸式压滤机泵,  HFM系列无泄漏耐腐耐磨泵是一种新型的衬里型后吸式(轴密封位置与进液口同向)的耐腐耐磨泵(见下图) 。该泵是总结了普通耐腐耐磨泵,在运行时,密封容易泄漏的情况下开发的一种新型压力输送泵,其中应用五项创新技术(*)。其主要特点是:
HFM系列无泄漏耐腐耐磨泵是一种新型的衬里型后吸式(轴密封位置与进液口同向)的耐腐耐磨泵(见下图) 。该泵是总结了普通耐腐耐磨泵,在运行时,密封容易泄漏的情况下开发的一种新型压力输送泵,其中应用五项创新技术(*)。其主要特点是:
一、泵进液口在轴密封同向,轴密封处在负压环境下,因此不会泄漏,克服了原有耐腐耐磨泵易损坏,轴密封易泄漏的固疾。
二、应用范围广泛:该泵备有多种可以互换的衬里材料,可以适用各种化学性质的腐蚀性、磨蚀性清液和料浆的输送,而且各种不同材料的备件互换性能好,用户调整极为方便。
三、运行费用低:其主要因素有二个,一是易损件泵盖和吸入口等采用了分体式结构,设有独立的耐腐耐磨易损件,更换方便,更为经济。二是泵的密封不采用背叶轮减压,节省了轴功率的消耗,节省了能源。
四、HFM侧吸式压滤机泵,HFM-II型双级耐腐耐磨料浆泵的另一个优点是:耐磨性好,因为以较低的单个叶轮线速度,获得较高的泵出口压力,从而克服了单级料浆泵为增加压力而增加叶轮线速度,而导致叶轮、泵壳磨损加剧的缺点,有效提高了叶轮、泵盖等磨损件的使用寿命。
五、HFM侧吸式压滤机泵,HFM-II型双级耐腐耐磨泵由于压力高,在配用高压过滤的压滤机时、过滤效果好,滤饼含水量少,克服了压滤机配用泵压力不足的缺点。
一、本系列泵可输送100℃温度以内的各类腐蚀性和非腐蚀性清液和料浆或用作各类压滤机加压喂料用泵,例如:有色金属的锌、铜、钴、镍、锰等湿法冶炼工艺的压滤机配用泵或工艺流程泵,矿山选矿、非金属矿产加工(钛白*、高岭土等)工艺中的浆体输送泵,环保产业中的污泥、废渣输送泵,其它化工、染料、制药、食品生产工艺中的压滤泵或压力输送泵。
二、长期逼压运行(泵出口压力高)输送腐蚀性介质的岗位,如烟气脱硫、大气治理中的压力喷淋泵、压力冲洗泵等。
三、其它泵输送介质时,容易泄漏的岗位。
四、该泵有单级和双级二个系列,能满足需要小流量高压力输送腐蚀性料浆的岗位。
不适用岗位: 吸入口液体液位低于泵位置0.5m以下或吸入口负压过大的岗位。
4.1 型号说明

4.2 过流材料的选定
默认为改性超高分子量聚乙烯:适用于100℃以内的腐蚀性、磨蚀性料浆的输送。
耐腐耐磨不锈钢(B):适用于110℃以内的磨蚀性料浆的输送。例如用于电解锌、电解锰等高温浸出的工序中的高温浆体的输送,效果会更好。
氟塑料(F):主要适用输送带溶剂的介质和强氧化性介质,例如浓硝酸等。
聚氨脂橡胶(PU):主要适用于腐蚀性要求低,而磨蚀性严重的岗位,如排渣泵,或选矿中的旋流器配用泵。
过流部件需不锈钢、A3钢等金属材料,请与本公司对接!
5.1 HFM-I型单级泵的结构简图

| 序号 | 零部件名称 | 材质 | 序号 | 零部件名称 | 材质 |
| * 1 | 前泵盖 | UHMWPE | * 22 | 密封盒 | 玻璃钢 |
| * 2 | 锁紧螺母 | UHMWPE/A3 | * 23 | K形密封圈 | F4/F26B |
| 3 | 前泵盖压紧圈 | QT | 24 | 密封盒压盖 | A3 |
| * 4 | 前泵盖垫 | F26B | * 25 | 后轴套 | 99瓷 |
| 5 | 防转螺母 | A3 | * 26 | 后轴套垫 | F26B |
| 6 | 华司 | A3 | 27 | 挡酸片 | 玻璃钢 |
| * 7 | 锁紧螺母L垫 | F26B | 28 | 主轴拼帽 | 45#钢 |
| * 8 | 叶轮 | UHMWPE/A3 | 29 | 前轴承侧盖 | HT-200 |
| * 9 | 泵壳 | UHMWPE/QT | 30 | 前轴承油封 | 氯丁胶 |
| * 10 | 叶轮垫 | F26B | 31 | 前轴承 | |
| 11 | 叶轮顶圈 | 45#钢 | 32 | 油塞 | NBR/Al |
| * 12 | 后泵盖垫 | F26B | 33 | 主轴 | 40Cr钢 |
| * 13 | 后泵盖 | UHMWPE/QT | 34 | 轴肩过渡圈一 | QT |
| * 14 | 吸入口三通垫床 | F26B | 35 | 平面轴承 | |
| * 15 | 前轴套 | 99瓷 | 36 | 轴肩过渡圈二 | QT |
| * 16 | 吸入口三通 | UHMWPE/QT | 37 | 后轴承 | |
| 17 | 轴承座 | HT-200 | 38 | 后轴承侧盖 | HT-200 |
| * 18 | 前轴套垫 | F26B | 39 | 后轴承油封 | 氯丁胶 |
| * 19 | 减压副叶轮 | 75瓷 | 40 | 冷却水嘴 | PP |
| * 20 | 减压副叶轮垫 | F26B | 41 | O形密封圈 | F26B |
| * 21 | 密封盒垫 | F26B | 42 | 水封环 | 玻璃钢 |
注:序号前带有“*”标志的为易损件,供用户采购备件参考;
部分泵前泵盖、前泵盖压紧圈为闷盖、闷盖压板的形式;
部分泵后泵盖与轴承座之间有后泵盖连接圈(QT材质),规格有:100HFM-I-M、125HFM-I-M、150HFM-I-M、200HFM-I-M;
部分泵挡酸片与主轴拼帽之间设有过渡套(QT材质),规格有:100HFM-I-M、125HFM-I-M及进口DN150往上规格(除250HFM-I)。
5.2 HFM-II型双级泵的结构简图

| 序号 | 零部件名称 | 材质 | 序号 | 零部件名称 | 材质 |
| * 1 | 前泵盖 | UHMWPE/QT | * 23 | K形密封圈 | F4/F26B |
| * 2 | 锁紧螺母 | UHMWPE/A3 | 24 | 密封盒垫 | F26B |
| 3 | 前泵盖垫 | F26B | * 25 | 密封盒压盖 | A3 |
| * 4 | 防转螺母 | A3 | * 26 | 后轴套 | 99瓷 |
| 5 | 华司 | A3 | 27 | 挡酸片 | 玻璃钢 |
| 6 | 锁紧螺母L垫 | F26B | 28 | 后轴套垫 | F26B |
| * 7 | 泵壳 | UHMWPE/QT | 29 | 主轴拼帽 | 45#钢 |
| * 8 | 二级叶轮 | UHMWPE/A3 | 30 | 前轴承侧盖 | HT-200 |
| * 9 | 二级叶轮垫 | F26B | 31 | 前轴承油封 | 氯丁胶 |
| * 10 | 一级叶轮 | UHMWPE/A3 | 32 | 前轴承 | |
| 11 | 叶轮顶圈 | 45#钢 | 33 | 油塞 | NBR/Al |
| * 12 | 一级叶轮垫 | F26B | 34 | 主轴 | 40Cr钢 |
| * 13 | 吸入口三通垫床 | F26B | 35 | 轴肩过渡圈一 | QT |
| * 14 | 后泵盖垫 | F26B | 36 | 平面轴承 | |
| * 15 | 后泵盖 | UHMWPE/QT | 37 | 轴肩过渡圈二 | QT |
| * 16 | 前轴套 | 99瓷 | 38 | 后轴承 | |
| 17 | 吸入口三通 | UHMWPE/QT | 39 | 后轴承侧盖 | HT-200 |
| * 18 | 前轴套垫 | F26B | 40 | 后轴承油封 | 氯丁胶 |
| * 19 | 减压副叶轮 | 75瓷 | 41 | 冷却水嘴 | PP |
| * 20 | 轴承座 | HT-200 | 42 | O形密封圈 | F26B |
| * 21 | 减压副叶轮垫 | F26B | 43 | 水封环 | 玻璃钢 |
| * 22 | 密封盒 | 玻璃钢 |
注:序号前带有“*”标志的为易损件,供用户采购备件参考
减压副叶轮(19)主要起平衡流体压力的作用。
本说明书中的规格型号默认均指带减压副叶轮的泵;如客户需使用带冷却水的泵,请与我公司销售部对接,以便备案存档。
5.3立体结构示意图

6.1 HFM-I型单级泵的性能参数表


6.2 HFM-II型单级泵的性能参数表

注:泵差异化代号中的H、H2、AH为高扬程泵,M为慢转速泵;
有差异化的泵与常规泵零部件不通用,具体请与我公司确认;
表中配备电机功率是在密度ρ=1时的参考值,实际电机功率应大于轴功率×介质密度ρ。
7.1 HFM-I型双级泵的外形图与安装尺寸表



注:表中L2尺寸“1000×2”表示底板有三个安装孔,两两之间距离是1000mm。
我公司保留技术改进及尺寸修正的权利,恕不另行通知用户。
具体安装尺寸请以订货时提供的图纸为准。
7.27.2 HFM-II型双级泵的外形图与安装尺寸表

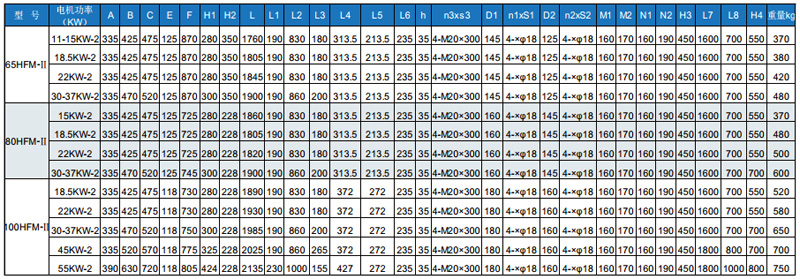
注:我公司保留技术改进及尺寸修正的权利,恕不另行通知用户。
具体安装尺寸请以订货时提供的图纸为准。
7.3 进出口法兰尺寸 引用标准:GB/T 9116-2010 PN 1.0MPa

8.1 运行前的检查
(1) 运行前应先用手盘动联轴器,检查运转是否灵活、有无异响,有异常情况应先予以排除。
(2) 检查泵的运转方向是否与标示箭头一致。检查电机转向时,切勿联接联轴器,防止电机反转损坏叶轮和泵体。
(3) 从轴承座上的油镜孔处查看润滑油(CD40#柴机油)的位置是否在标志线附近,太多应放掉一些,太少应加上一些。
(4) 检查密封冷却水的流量与压力值(参见密封结构简图与简介部分的要求),冷却水压力太高可能会造成冷却水泄漏、影响密封的使用寿命等问题。
(5) 对吸上工况,需要将虹吸桶灌满,并确保进口管路及虹吸桶密封不漏气;池漕中液位到泵进口的垂直距离H应不超过2m(建议在1m以内,越短越好),否则可能无法吸上,并会影响泵的使用寿命。
8.2 启动
(1) 打开进口阀门,使液体流进泵腔。
(2) 接通密封冷却水。
(3) 接通电源。
(4) 及时打开出口阀门(避免长时间逼压运行),并调节至额定的流量、扬程(严禁使用进口阀门调节)。
8.3 运行
(1) 泵运行中如有异响或其它故障时,应立即停车检查,待故障排除后才能继续运转。
(2) 要经常检查泵和电机的温升情况。轴承的温升不应大于40℃,极限温度不大于90℃;电机的*高温升为90℃,极限温度不超过130℃。
(3) 当电机超电流时,应关小出口阀门以降低流量,防止长时间超电流运行损坏电机。
(4) 泵运行中密封冷却水不能中断;K型动力密封的陶瓷轴套,要严防升温后遇冷水,以免因温度骤降而开裂。
(5) 泵运行中要严防泵腔内缺液空运转(如池漕内液体已抽空、进口管路堵塞、低位池无法吸上等),接通冷却水的状态下空运转不得超过3分钟,否则会烧毁泵内部件。水泵空运转后严禁立即继续使用,应待泵及密封部位冷却后再使用。
(6) 泵在关闭出口阀门时的运行称为逼压运行状态,衬塑泵的逼压运行时间应尽可能减短,常温介质以不超过5分钟为限,高温介质*好不要超过2分钟。
8.4 停泵
(1) 关闭出口阀门(防止出口管路液体倒流产生水锤冲击叶轮,使泵机反转造成叶轮松动)。(2) 切断电源。(3) 关闭进口阀门及密封冷却水。
8.5 维护
(1) 定期检查轴承座内润滑油的油位,定期更换润滑油(新泵*更换周期为一个月,以后六个月更换一次)。
(2) 保持泵机外部及环境的清洁,用水冲洗时,应防止电机受潮,冲洗后用布擦净泵机上的水迹。
(3) 对含固量高或容易结晶的工况,停泵前应用清水冲洗管路及泵腔,防止沉淀物或结晶造成堵塞。
(4) 低温环境下液体可能会冰冻,停车后应将泵腔内的液体放空,以防冻裂。若有结冰现象,必要时可加热水进去解冻,直到用手盘动联轴器能灵活转动后再启动泵。
(5) 长期停用的泵,除将泵内的腐蚀性液体放空外,还要用清水将泵体(尤其是密封部件)冲洗干净。*后将泵进出口封闭好,妥善保管。
(6) 使用虹吸桶的工况,要定期检查虹吸桶中的存液情况,如有不足应补满。
8.6 拆装顺序
8.6.1 HFM-I型单级泵的拆装顺序(参照P3页结构简图)
a.松开轴承座17和泵壳9间的连接镙栓,卸下泵壳9;
b.旋下锁紧螺母2及防转螺母5,卸下锁紧螺母L垫7、华司6、叶轮8及叶轮垫10;
c.松开密封盒压盖24与吸入口三通16的连接螺栓,从轴承座17上取下后泵盖13及吸入口三通16;
d.依次取下叶轮顶圈11、前轴套15、前轴套垫18、减压副叶轮19、减压副叶轮垫20、密封盒垫21、密封盒22、K形密封圈23、密封盒压盖24、后轴套25、后轴套垫26、挡酸片27;
e.松开前后轴承侧盖29、38的连接螺栓,即可拆下主轴33与其它配件。
8.6.2 HFM-II型双级泵的拆装顺序(参照P4页结构简图)
a.拆下泵壳7一级出口与前泵盖1的联管,松开前泵盖1与泵壳的连接螺栓,卸下前泵盖1;
b.旋下锁紧螺母2及防转螺母4,卸下锁紧螺母L垫6、华司5、二级叶轮8、二级叶轮垫9;
c.松开泵壳7与轴承座20间的连接螺栓,卸下泵壳7;
d.拆下一级叶轮10、一级叶轮垫12;
e.松开密封盒压盖25与吸入口三通17的连接螺栓,从轴承座上取下后泵盖15及吸入口三通17;
f.依次取下叶轮顶圈11、前轴套16、前轴套垫18、减压副叶轮19、减压副叶轮垫21、密封盒垫22、K形密封圈23、密封盒压盖24、密封盒25、后轴套26、后轴套垫28、挡酸片27;
g.松开前后轴承侧盖30、39的连接螺栓,即可拆下主轴34与其它配件。
8.6.3 安装顺序与拆卸顺序相反,需要注意的是:
a.注意装上各部件之间的垫床, 不可遗漏;
b.重新安装后,请执行9.1.1 运行前的检查;
c.将叶轮拼帽拼紧后,检查一下叶轮与泵壳之间的间隙,此间隙要求在2mm左右。
d.安装好泵盖后,检查一下泵盖与叶轮之间的间隙(从出口处往里看),此间隙应保证在2mm左右,高温介质用泵,此间隙要求在3mm左右。
e.叶轮与泵壳之间的间隙达不到要求的,可通过增减叶轮与轴套之间的垫片来进行调整。
f.泵盖与叶轮之间的间隙达不到要求的,可通过增减泵壳与泵盖之间的垫片来进行调整。
9.1 安装注意事项
泵的进出口依次安装阀门及橡胶抗震节(管道补偿器)以方便检修。
在泵的安装顺序上,要先连接进出口管路镙栓,再紧固定脚螺栓,以防连接管路时对泵产生拉伸性应力,损坏泵机。
出口管路距离长(高)的岗位及HFM-II型泵,应在出口处安装止回阀,以防停车时出口高压水锤对泵产生破坏力。
泵的进出口管路的配置:为减少管道流阻、提高管道的输送效率,泵的配管应大于泵进出口一个等级。
泵的进出口管路应设重力支撑系统,泵不能承受管道重量。
9.2 槽位安装示意及注意事项





